 Краткий обзор
Краткий обзор
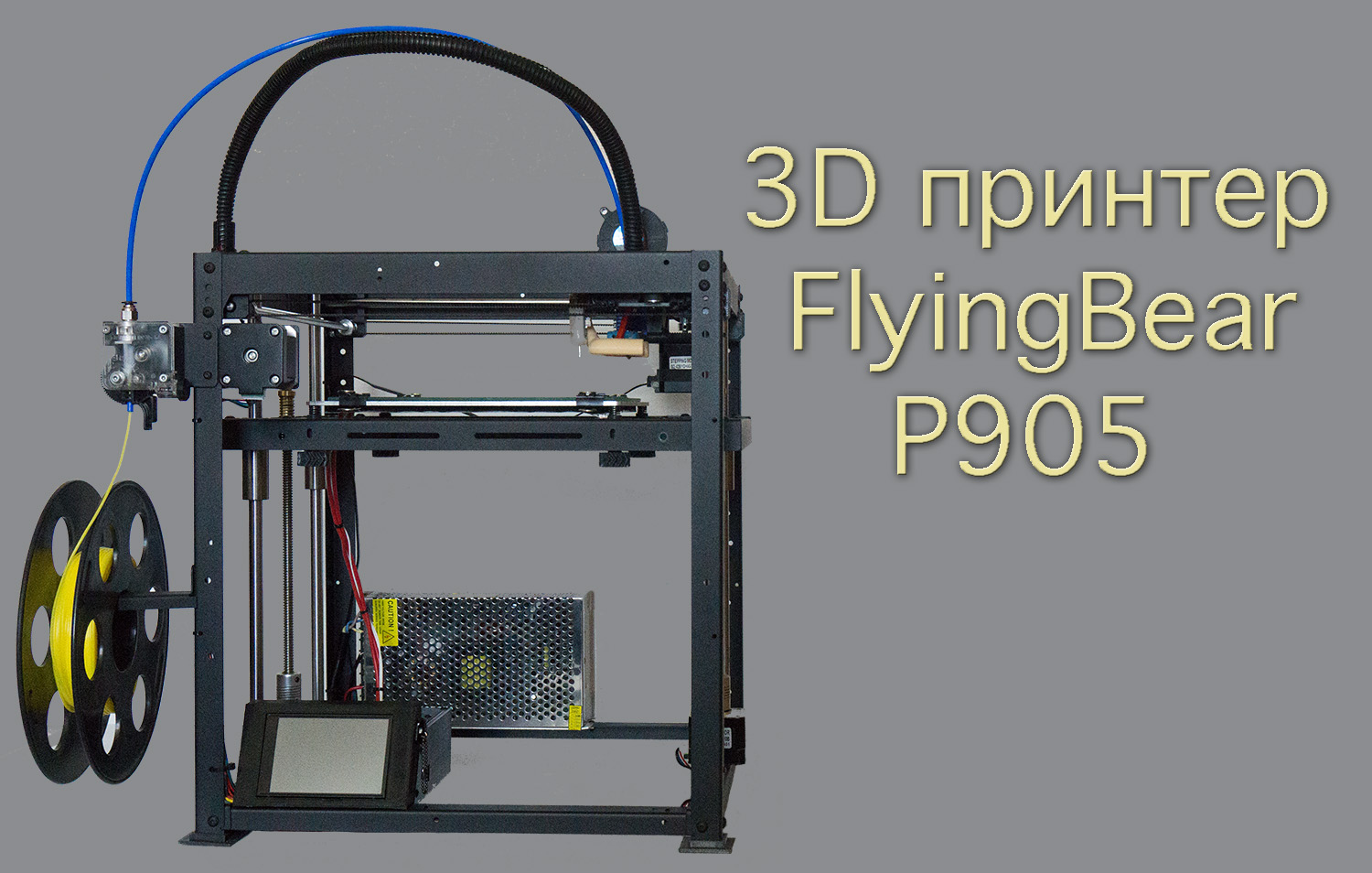
Китайская фирма FlyingBear выпустила линейку не дорогих 3D принтеров Р905. В зависимости от модели размер области печати варьируется от 220х220х210 до 240х260х360. Принтеры могут быть с одним экструдером или двумя, одним или двумя моторами движения по оси Z. Принтеры поставляются в виде конструктора для самостоятельной сборки.
Каркас принтера выполнен из стали толщиной 1.5 мм. Верхняя рама цельноштампованная, что увеличивает жесткость конструкции. Вертикальные стойки и нижняя рама из стальных уголков.
Каретка штампованная из стали толщиной 2.5 мм. Движение по осям X и Y осуществляется по целиндрическим осям диаметром 8 мм (две оси X и две оси Y). Движение по оси Z осуществляется винтовой парой - стальной винт М8 с шагом 4мм и латунная гайка по двум осям диаметром 10 мм.
Экструдер с прямым приводом, подача пластика в HotEnd осуществляется через фторопластов трубку - боуден (bowden) экструдер. HotEnd охлаждается вентилятором диаметром 30 мм. В комплекте сопло 0.4 мм.
Стол подогреваемой с максимальной температурой 110 градусов, выполнен и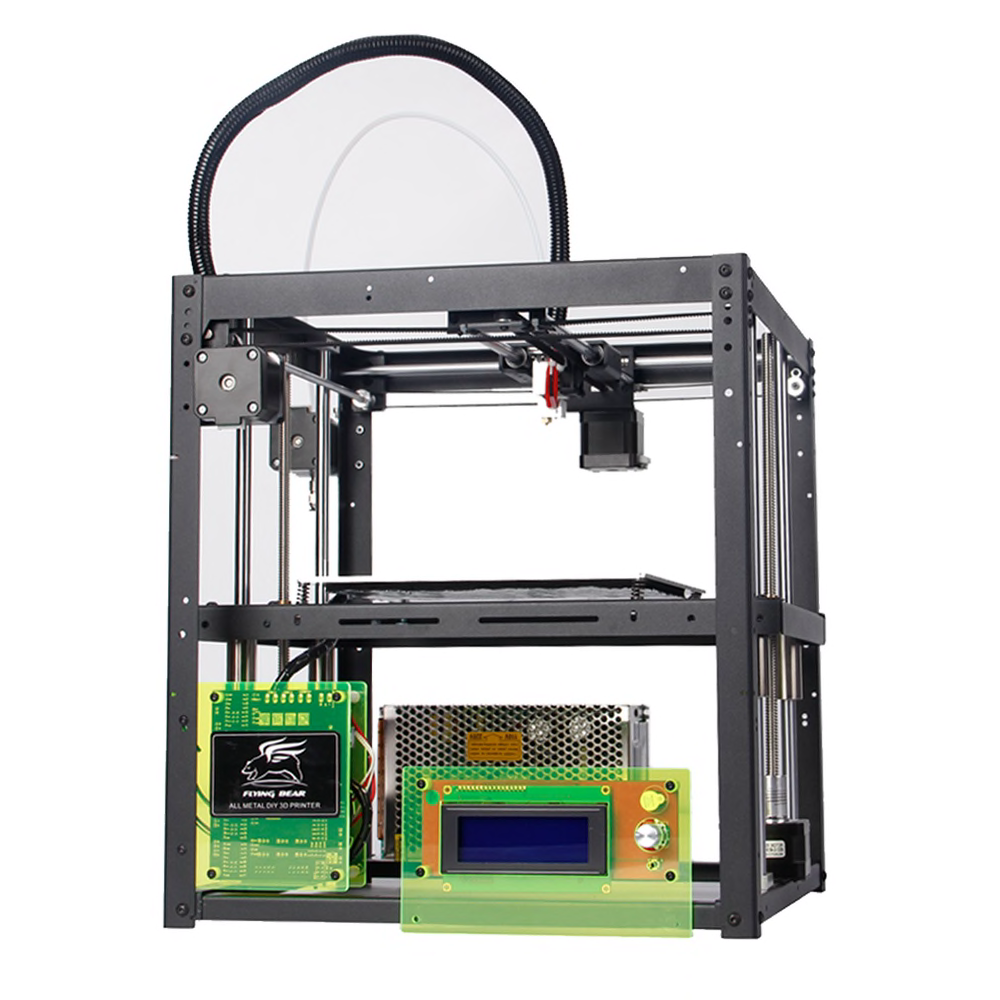 з алюминия толщиной 3 мм.
з алюминия толщиной 3 мм.
Параметры принтера заявленные производителем:
- Название: Flyingbear-P905
- Размер печати: 220*220*210 мм /220*280*210
- Размер принтера: 348*340*385 мм/400*348*485
- Точность слоя: 0,05-0,3
- Максимальная скорость печати: 150 мм/сек.
- Тип материала: PLA, ABS, PETG, Wood, PVA.
- Точность позиционирования: Z 0,002 мм, XY 0,01 мм.
- Диаметр сопла 0,4 мм (настраиваемый 0,2 мм/0,3 мм)
- Рекомендуемая температура экструдера: 210 °C (максимальная 260 °C).
- Температура горячей кровати 120 °C
- Мощность требования: 110 В/220 В, 250 Вт
- Подключение: SD-карта или USB.
- Формат файла печати: G-код.
- Совместимость: Windows, Mac.
- Программное обеспечение управления: Repetier-host, Cura.
- Вес принтера: 10 кг
Принтер имеет хорошие характеристики и по отзывам пользователей неплохо печатает прямо из коробки. Поставляется принтер в виде конструктора, Вся документация продавцом дается в виде ссылки.
Модернизация
При удачной конструкции принтер имеет ряд недостатков, и основной из них - термоба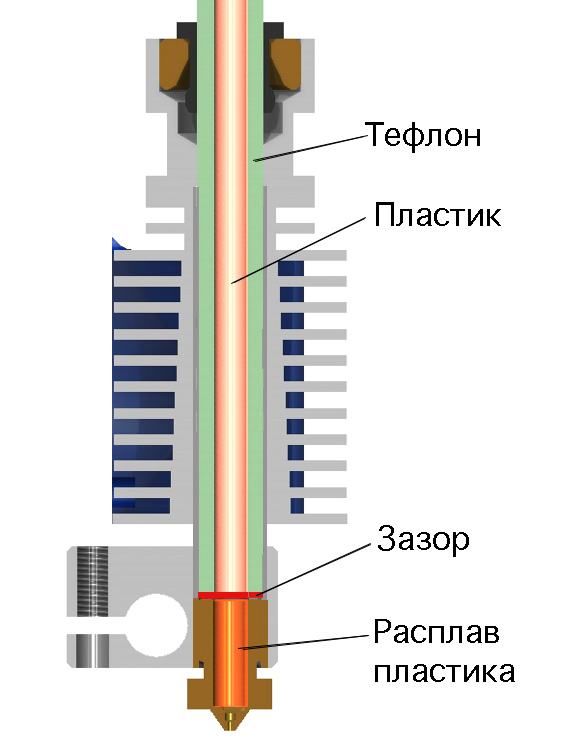 рьер. Термобарьер выполнен в виде трубки с внутренним диаметром 4.1 мм. Фторопластов трубка от экструдера проходит по термобарьеру и должна упираться в сопло. Поскольку HotEnd приходит в сборе а трубка вставляется после сборки каретки, гарантии того, что трубка дойдет до сопла нет. Это может привести к тому, что в этом зазоре будет накапливаться расплавленный пластик, что приведет к пропускам и наплывам в печатаемой детали или вообще прекратится подача пластика. Если вы ничего не хотите менять, то снимите сопло, отвинтите термоблок, просуньте трубку так, чтобы она вышла из термобарьера и подрежьте острым ножом заподлицо. Соберите термоблок обратно, убедившись, что сопло упирается в термобарьер.
рьер. Термобарьер выполнен в виде трубки с внутренним диаметром 4.1 мм. Фторопластов трубка от экструдера проходит по термобарьеру и должна упираться в сопло. Поскольку HotEnd приходит в сборе а трубка вставляется после сборки каретки, гарантии того, что трубка дойдет до сопла нет. Это может привести к тому, что в этом зазоре будет накапливаться расплавленный пластик, что приведет к пропускам и наплывам в печатаемой детали или вообще прекратится подача пластика. Если вы ничего не хотите менять, то снимите сопло, отвинтите термоблок, просуньте трубку так, чтобы она вышла из термобарьера и подрежьте острым ножом заподлицо. Соберите термоблок обратно, убедившись, что сопло упирается в термобарьер.
Даже если вы все сделали аккуратно есть вероятность, что во время эксплуатации вы случало немного выдерните трубку, что приведет к тем же плачевным результатам. Можно немного улучшить конструкцию. Отрежьте кусочек фторопластов трубки миллиметров на 5 короче термобарьера. Вставьте ее в термобарьер так, чтобы сверху было пустое место, и трубка была вровень с нижнем концом термобарьера ( после сборки должна упираться в сопло). После сборки вставьте трубку от экструдера, так чтобы она упиралась в трубку в термобарьере. Преимущество этой конструкции в том, что если вы немного выдерните трубку зазор получится между трубкам, в холодном месте и это не повлияет на качество печати.
Но остается вторая проблема - при смене пластика, полузастывший пластик может дернуть фторопластов трубку, что опять приведет к тем же проблемам. Значит надо менять термобарьер полностью.
Китайцы предлагают три вида термобарьеров:
- Со сквозным отверстием 4 мм ( входит в комплект принтера)

- Полностью стальной с отверстием 2 мм
- С фторопластовой трубкой 3мм установленной в нижней части.
Недостатки первого понятны из вышесказанного. Полностью стальной хорошая вещь, но не этой конструкции (об этом я кажу ниже). Остается 3 вариант - преимущество его в том, что он похож на предложенный вариант с кусочком трубки, но в данном случае трубка упирается в стальной поясом и не может быть выдернута.
Я предлагаю заменить не только термобарьер, но и радиатор. Английская фирма E3D разработала хороший HotEnd модель V6. Не обязательно покупать именно английскую версию, можно и китайский аналог. Кроме стандартного крепления E3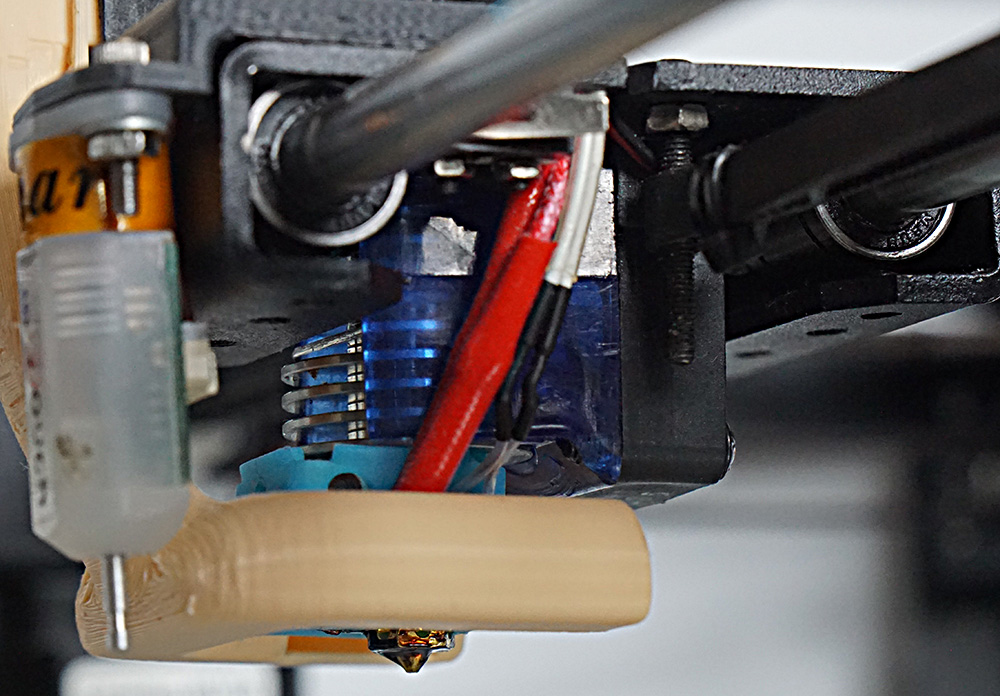 D есть радиаторы V6 с креплением под резьбу М12, что отлично входит в отверстие каретки принтера. Один только недостаток верхние ребра радиатора упираются в подшипник, приходится их срезать. Но это не ухудшает охлаждающие способности радиатора. Вентилятор диаметром 30 мм со штатным креплением для этого радиатора.
D есть радиаторы V6 с креплением под резьбу М12, что отлично входит в отверстие каретки принтера. Один только недостаток верхние ребра радиатора упираются в подшипник, приходится их срезать. Но это не ухудшает охлаждающие способности радиатора. Вентилятор диаметром 30 мм со штатным креплением для этого радиатора.
Установка этого радиатора позволяет использовать термобарьеры E3D V6, конструкция которых отличается от тех, что использует принтера Р905. У него промежуток между радиатором и нагревательным блоком максимально заужен, что значительно уменьшает теплопередачу, тем самым уменьшая зону разогрева пластика.
Китайцы выпускают также три аналогичные конструкции (англичане делают только цельнометаллические). В  данном случае цельно металлический это самый лучший вариант, он не создает зазора, он не изнашивается как фторопласт. Одно только «но» врутрянняя поверхность должна быть полированной, что китайцы делают не всегда, поэтому можно использовать вариант вставки из фторопластовой трубки. После замены деталей желательно (необходимо) провести настройку PID. Для этого подключите принтер к компьютеру и воспользуйтесь одной из программ управления принтером (Repetier-Host, Printrun, Cura или другими).
данном случае цельно металлический это самый лучший вариант, он не создает зазора, он не изнашивается как фторопласт. Одно только «но» врутрянняя поверхность должна быть полированной, что китайцы делают не всегда, поэтому можно использовать вариант вставки из фторопластовой трубки. После замены деталей желательно (необходимо) провести настройку PID. Для этого подключите принтер к компьютеру и воспользуйтесь одной из программ управления принтером (Repetier-Host, Printrun, Cura или другими).
Наберите команду :
M303 E0 S240 C8. Где Е0 - первый экструдер, S240 - температура экструдера,
S8 - количество попыток.
Через несколько минут ( не очень быстро) будет выдан результат:
Kp= 7.28
Ki= 0.63
Kd= 118.87
Эти данные надо записать в принтер командой M301 P17.28 I0.63 D118.87 (цифры даны для примера, надо подставить свои результаты). И сохранить в памяти принтера командой M500. Желательно эти данные внести также в прошивку (если она у вас есть), чтобы при следующей перепрошивка они не потерялись ( корректируется в Configuration.h).
Производитель в своих принтерах не предусмотрел обдув печатаемой модели. Качественная печать такими пластиками как PLA, PETG, практически невозможна без обдува. Мне понравилась вот эта модель она рассчитана на одноэкструдерную модель принтера. На этом же сайте можно найти и другие модели и для двух экструдеров.
Я эту модель немного модернизировал под свои задачи (ссылки на все модели разработанные мной будут даны в конце статьи)
Дальше уже менее важные изменения, но мне показалось, что это надо сделать. .
Экструдер тут с прямым приводом. По моему мнению у него слишком агрессивная шестеренка, которая на пластике оставляет глубокие следы. Ослабление пружины малого снижает нажим на пластик. При часты х ретрактах, пластик может быть сильно поврежден. Второй недостаток, это большое расстояние между подающей шестеренкой и входом в фторопластовую трубку. На фотографиях я видел модели в которых в этом месте стоит стальная трубка или пропущено фторопластовая трубка. У меня этого ничего не было. Это приводит к тому, что мягкие пластики просто выдавливает в этот промежуток, прекращается подача пластика к головке. У меня там резьба М6 так, что можно ввернуть отрезок походящей трубки. Кроме этого существуют модели для печати вставок в экструдер. Из-за этих проблем (в основном из-за второй) я полностью заменил на экструдер
х ретрактах, пластик может быть сильно поврежден. Второй недостаток, это большое расстояние между подающей шестеренкой и входом в фторопластовую трубку. На фотографиях я видел модели в которых в этом месте стоит стальная трубка или пропущено фторопластовая трубка. У меня этого ничего не было. Это приводит к тому, что мягкие пластики просто выдавливает в этот промежуток, прекращается подача пластика к головке. У меня там резьба М6 так, что можно ввернуть отрезок походящей трубки. Кроме этого существуют модели для печати вставок в экструдер. Из-за этих проблем (в основном из-за второй) я полностью заменил на экструдер 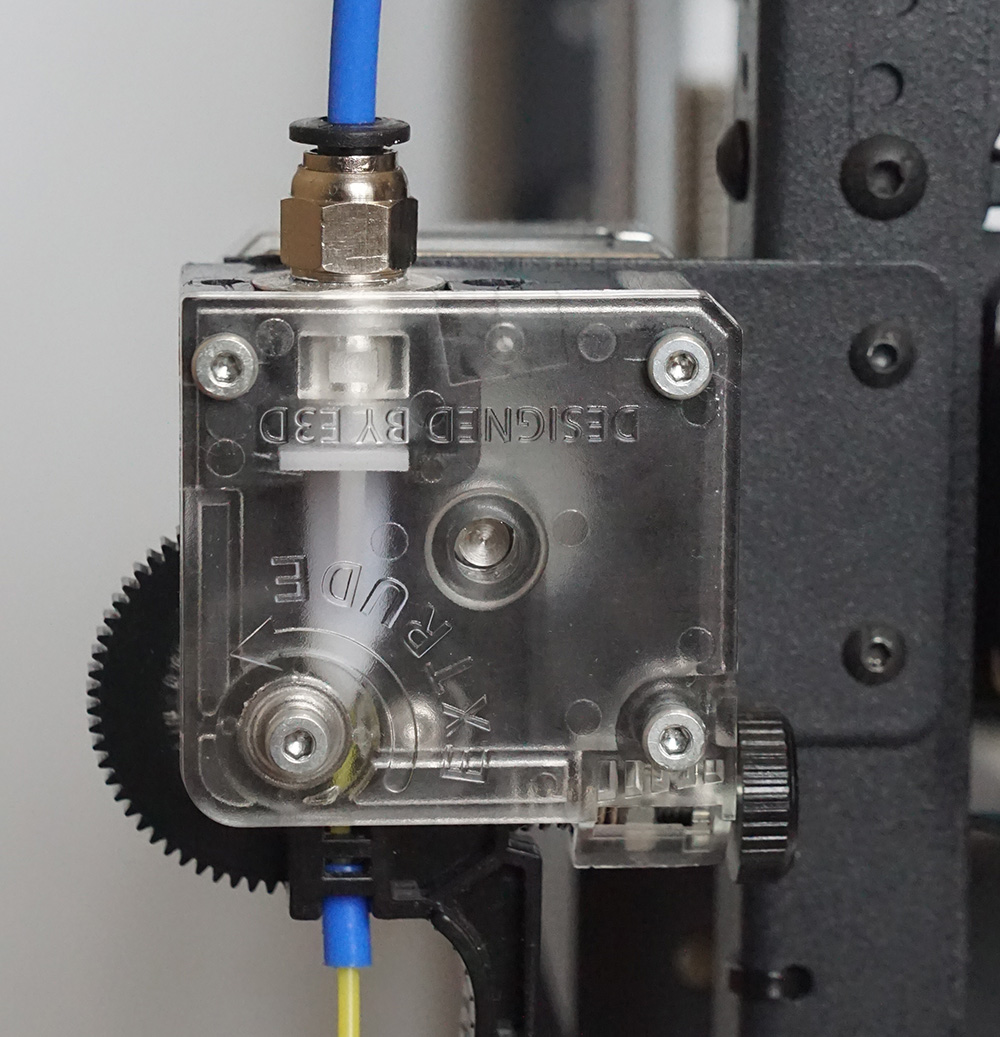 E3D Titan (китайский аналог) Этот экструдер с редуктором, что уменьшает нагрузку на двигатель и увеличивает точность подачи пластика. У него подающая шестеренка с мелким зубом, что положительно сказывается на деформации пластика. После замены экструдера необходимо провести калибровку. Для этого вынимается фторопластов трубка из экструдера (для удобства можно вставить отрезок см. 5 длиной. Принтер подключается к компьютеру запускается программа управления принтером.
E3D Titan (китайский аналог) Этот экструдер с редуктором, что уменьшает нагрузку на двигатель и увеличивает точность подачи пластика. У него подающая шестеренка с мелким зубом, что положительно сказывается на деформации пластика. После замены экструдера необходимо провести калибровку. Для этого вынимается фторопластов трубка из экструдера (для удобства можно вставить отрезок см. 5 длиной. Принтер подключается к компьютеру запускается программа управления принтером.
M92 E418.5 - установить для экструдера 418.5 шага/мм
M500 сохранить
Проверяем правильность подачи пластика:
M302 S0 - устанавливаем допустимую температуру экструзии 0 градусов
G92 E0 - сбрасываем экструдер в начальную позицию
G1 E100 = пропускам 100 мм прутка
Замеряем длину прутка выдвинутого экструдером. Если не 100 мм корректируем величину шагов/мм и повторяем процедуру сначала.
M302 S170 - возвращаем минимальную температуру экструзии на 170 градусов
M500 - все сохраняем.
Величина шаг/мм в примере дана для экструдера Titan.
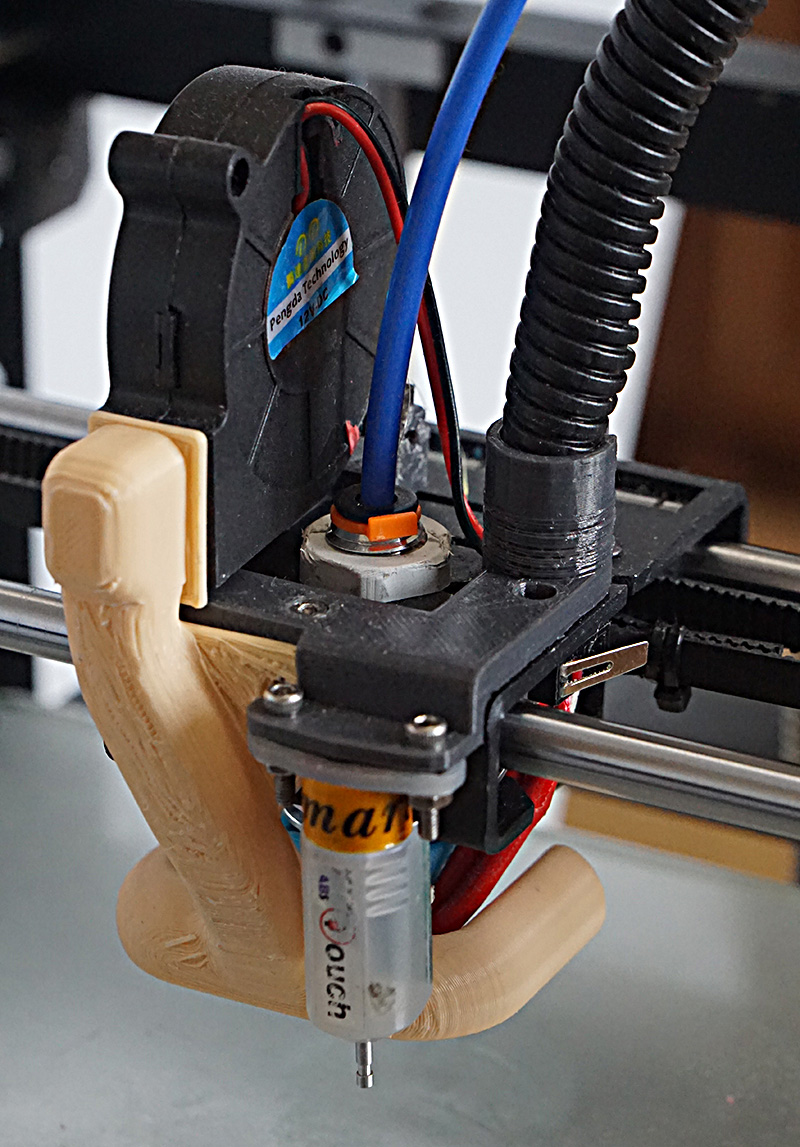 Датчик автоуровня - индуктивный. Недостаток этого датчика, что он срабатывает от алюминиевого стола, и если на стол наклеивается скотч или другое покрытие приходится корректировать Z-Offset. Толстые покрыти (например стекло) применить вообще невозможно, так как зона срабатывания датчика около 2 мм. Сама функция «Автоуровень» не очень нужная, надо просто выравнять стол. Однако при кривизне стола она помогает. Первое, что можно сделать установить датчик автоуровня , как концовк, чтобы он срабатывал от рамы стола. Тогда на стол можно положить стекло (что улучшит поверхность стола и упростит работу). Второй вариант заменить его на контактный датчик BlTouch (китайский клон), что даст возможность работать с любым покрытием стола, либой толщины.
Датчик автоуровня - индуктивный. Недостаток этого датчика, что он срабатывает от алюминиевого стола, и если на стол наклеивается скотч или другое покрытие приходится корректировать Z-Offset. Толстые покрыти (например стекло) применить вообще невозможно, так как зона срабатывания датчика около 2 мм. Сама функция «Автоуровень» не очень нужная, надо просто выравнять стол. Однако при кривизне стола она помогает. Первое, что можно сделать установить датчик автоуровня , как концовк, чтобы он срабатывал от рамы стола. Тогда на стол можно положить стекло (что улучшит поверхность стола и упростит работу). Второй вариант заменить его на контактный датчик BlTouch (китайский клон), что даст возможность работать с любым покрытием стола, либой толщины.
Установить BlTouch можно в любом удобном месте, так чтобы расстояние от втянутого штока до стола при опущенном не стол сопле было около 0.5 мм.
Подключение:
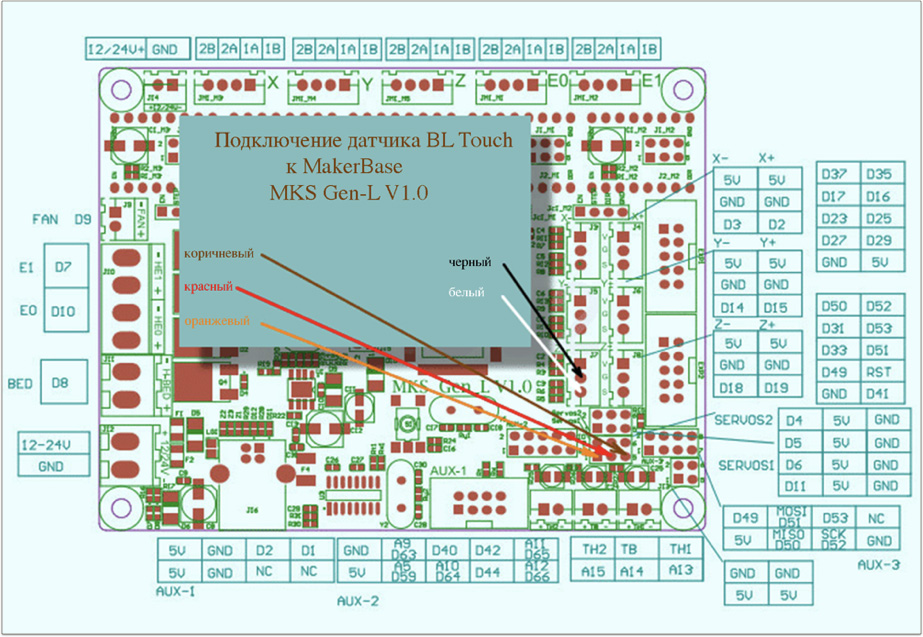
С подключением все очень просто. Подсоединить разъемы как указанно на схеме.
Прошивка:
В прошивке в Configuration.h надо внести следующие изменения:
раскомментировать -
#define BLTOUCH
Закомментировать -
//#define PROBE_MANUALLY
// #define MIN_SOFTWARE_ENDSTOP_Z
Если не было автоуровня рскомментировать -
#define AUTO_BED_LEVELING_BILINEAR
Внести изменения в соответствии с расположением датчика ( в примере цифры для моего расположения датчика)
define X_PROBE_OFFSET_FROM_EXTRUDER -16 // X offset: -left +right [of the nozzle]
#define Y_PROBE_OFFSET_FROM_EXTRUDER 32 // Y offset: -front +behind [the nozzle]
#define Z_PROBE_OFFSET_FROM_EXTRUDER 0 // Z offset: -below +above [the nozzle]
Изменить точки для автоуровня ( не обязательно)
// Set the boundaries for probing (where the probe can reach).
#define LEFT_PROBE_BED_POSITION 30
#define RIGHT_PROBE_BED_POSITION 190
#define FRONT_PROBE_BED_POSITION 35
#define BACK_PROBE_BED_POSITION 190
Для удобства выравнивания стола можно заменить штатные винтики на большие напечатанные винты.
Латунные гайки осей Z можно заменить на безлюфтовые гайки, однако заметного улучшения каче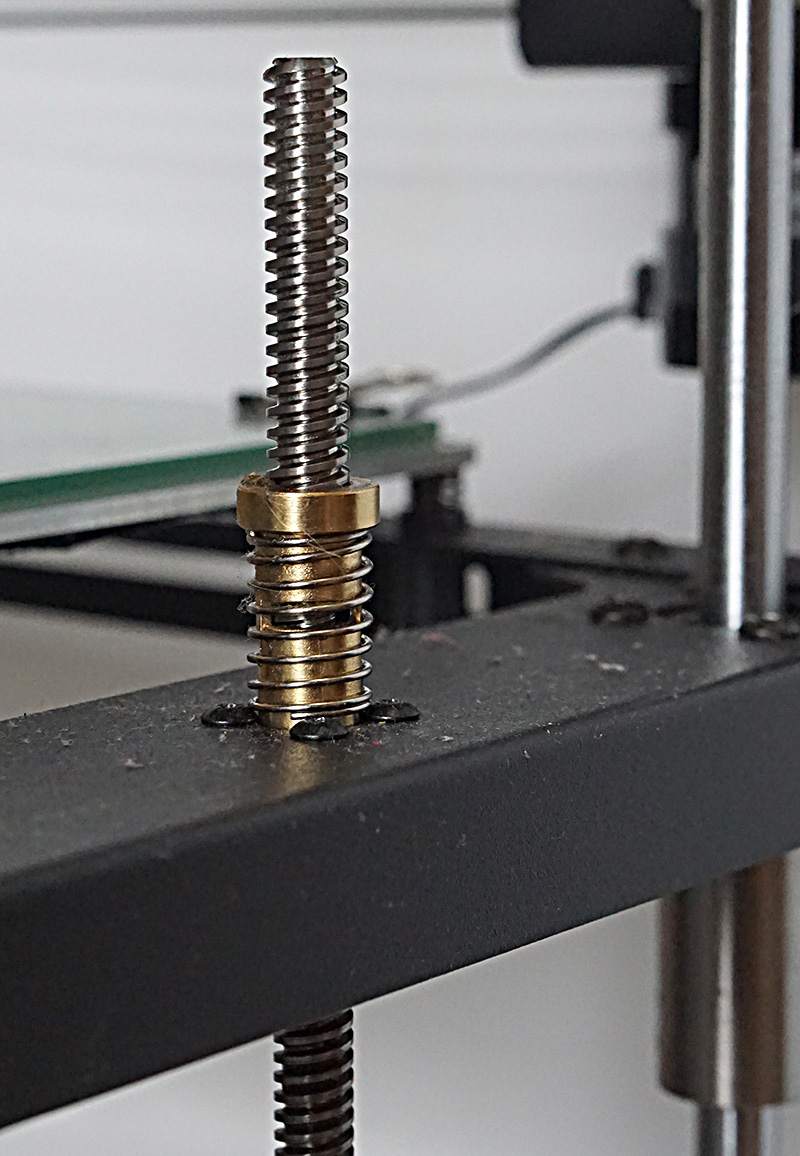 ства печати я не заметил. Дальнейшая модернизация на качество печати не влияет и улучшает только внешний вид и удобство эксплуатации. Замена драйверов А4899 идущих в комплекте с принтером на драйвера TMC2208, дает заметное снижение шума двигателей. Для замены надо вытащить установленные в плате драйвера А4988. Под каждым находятся три перемычки - снять крайнюю правую (если расположить плату так, как на схеме показанной выше). Установить новые драйвера в соответствии с обозначением ножек. После этого надо установить рабочий ток, для этого необходимо выставить Vref 1.1v поворачивая переменный резистор на плате драйвера. Измерение напряжение производится на контрольной точке Vref или на движке переменного резистора.
ства печати я не заметил. Дальнейшая модернизация на качество печати не влияет и улучшает только внешний вид и удобство эксплуатации. Замена драйверов А4899 идущих в комплекте с принтером на драйвера TMC2208, дает заметное снижение шума двигателей. Для замены надо вытащить установленные в плате драйвера А4988. Под каждым находятся три перемычки - снять крайнюю правую (если расположить плату так, как на схеме показанной выше). Установить новые драйвера в соответствии с обозначением ножек. После этого надо установить рабочий ток, для этого необходимо выставить Vref 1.1v поворачивая переменный резистор на плате драйвера. Измерение напряжение производится на контрольной точке Vref или на движке переменного резистора.
В прошивке в Configuration.h необходимо изменить направление вращения двигателей:
#define INVERT_X_DIR false
#define INVERT_Y_DIR false
#define INVERT_Z_DIR false
#define INVERT_E0_DIR false
Мне очень не понравилось зеленое обрамление платы и индикатора. Первое, что я сделал напечатал новое обрамление для индикатора сместив его до упора вправо. Стало более удобно вставлять SD карточку при нажатии на кнопку индикатор не качается.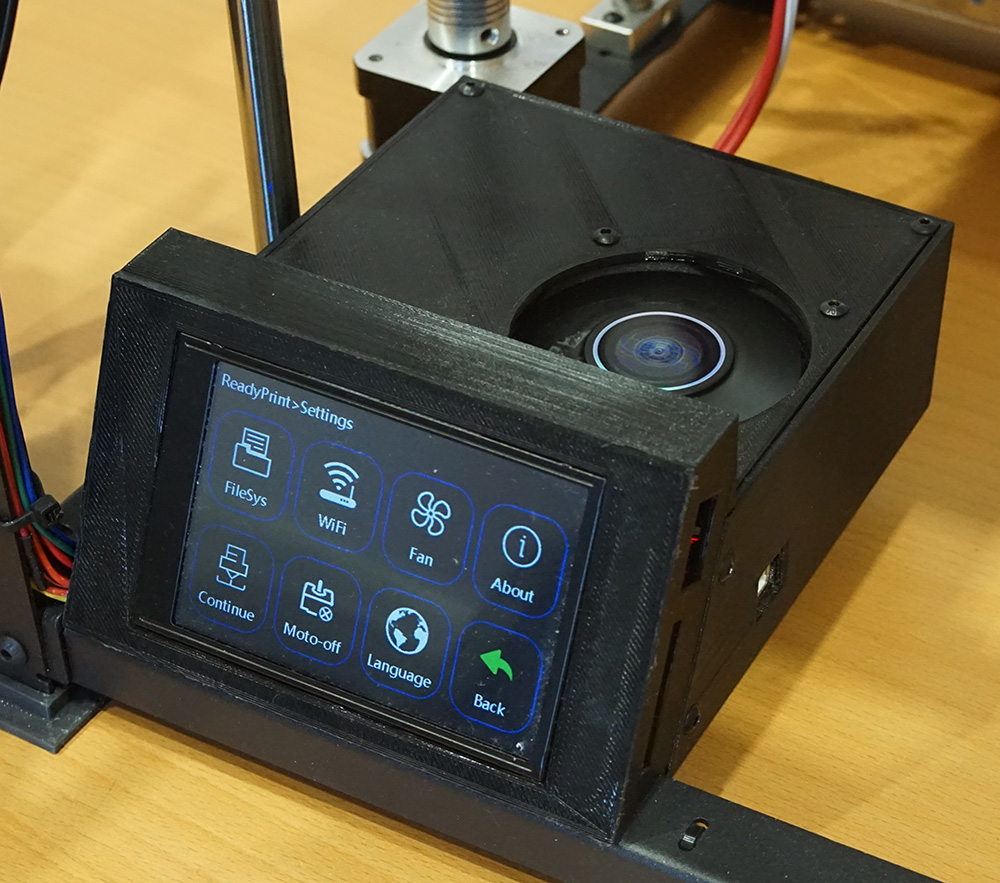 Дальнейшая модернизация свелась к разработке и печати корпуса для платы и индикатора. Индикатор я заменил на MKS Mini12864 функционально он аналогичен штатному, но имеет меньшие размеры, графический. SD карточка вставляется спереди , а не сбоку, что удобно. После того как принтер настроен индикатор можно заменить на графический дисплей с сенсорным экраном MKS TFT35. Если к Cura добавить плагин от MKS то при создании файла .gcode к нему пришивается картинка модели, которая видна при выборе файла и при печати. Кроме SD карточки, можно использовать USB флешки. Этот индикатор красивый, имеет минимальный набор необходимых функций, но слишком дорогой для такого функционала.
Дальнейшая модернизация свелась к разработке и печати корпуса для платы и индикатора. Индикатор я заменил на MKS Mini12864 функционально он аналогичен штатному, но имеет меньшие размеры, графический. SD карточка вставляется спереди , а не сбоку, что удобно. После того как принтер настроен индикатор можно заменить на графический дисплей с сенсорным экраном MKS TFT35. Если к Cura добавить плагин от MKS то при создании файла .gcode к нему пришивается картинка модели, которая видна при выборе файла и при печати. Кроме SD карточки, можно использовать USB флешки. Этот индикатор красивый, имеет минимальный набор необходимых функций, но слишком дорогой для такого функционала.
Полезные ссылки:
3.Планка на каретку (крепление обдува, Bltouch, крепление проводов) Для крепления планки к каретке надо в каретке сделать два отверстии М2.5.
4.Обдув (для турбинки 5015)