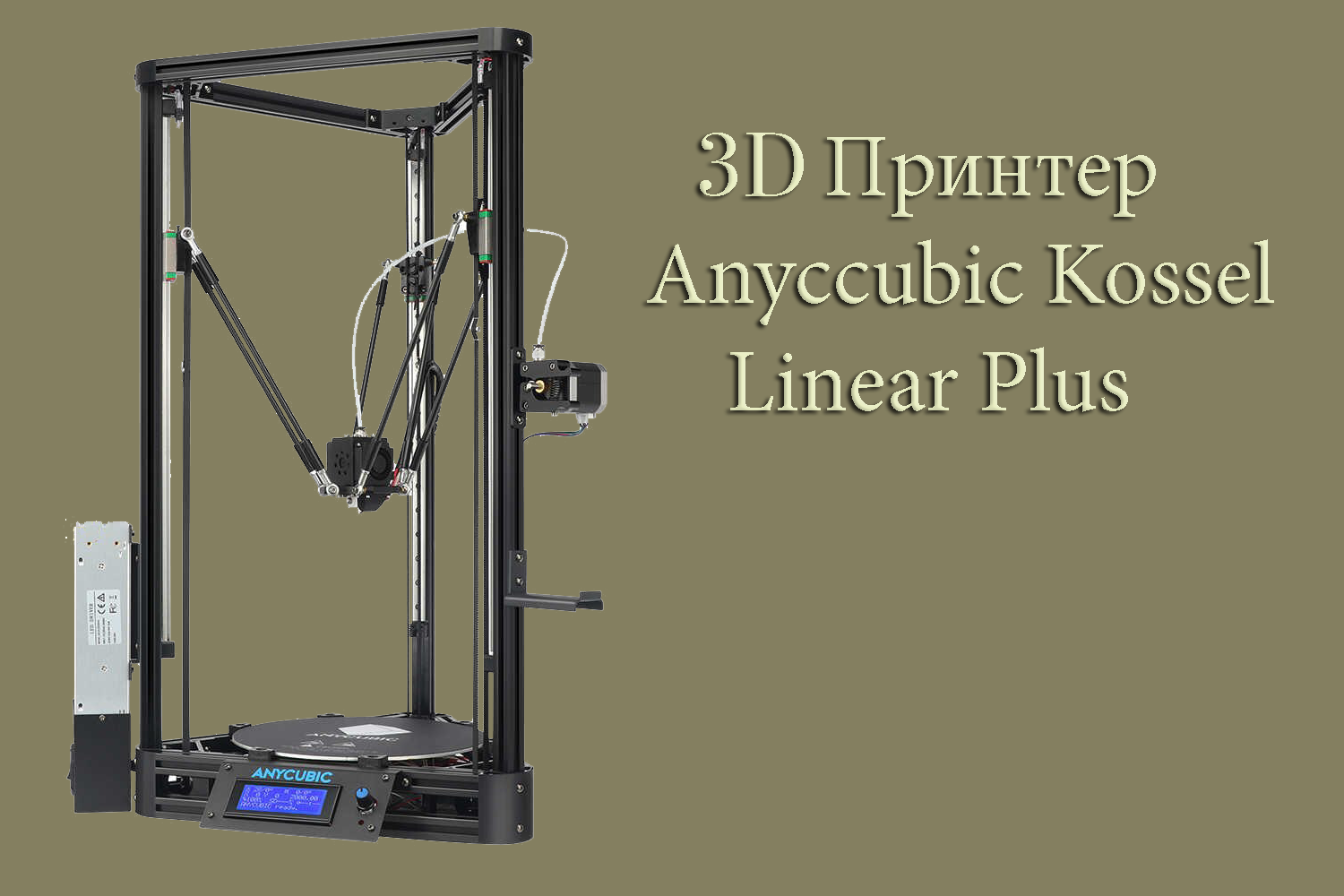
3D принтер Anycubic Linear Plus заслуженно является одной из самых популярных моделей принтера с механикой Delta. При достаточно низкой цене ($200) он имеет достаточно большую 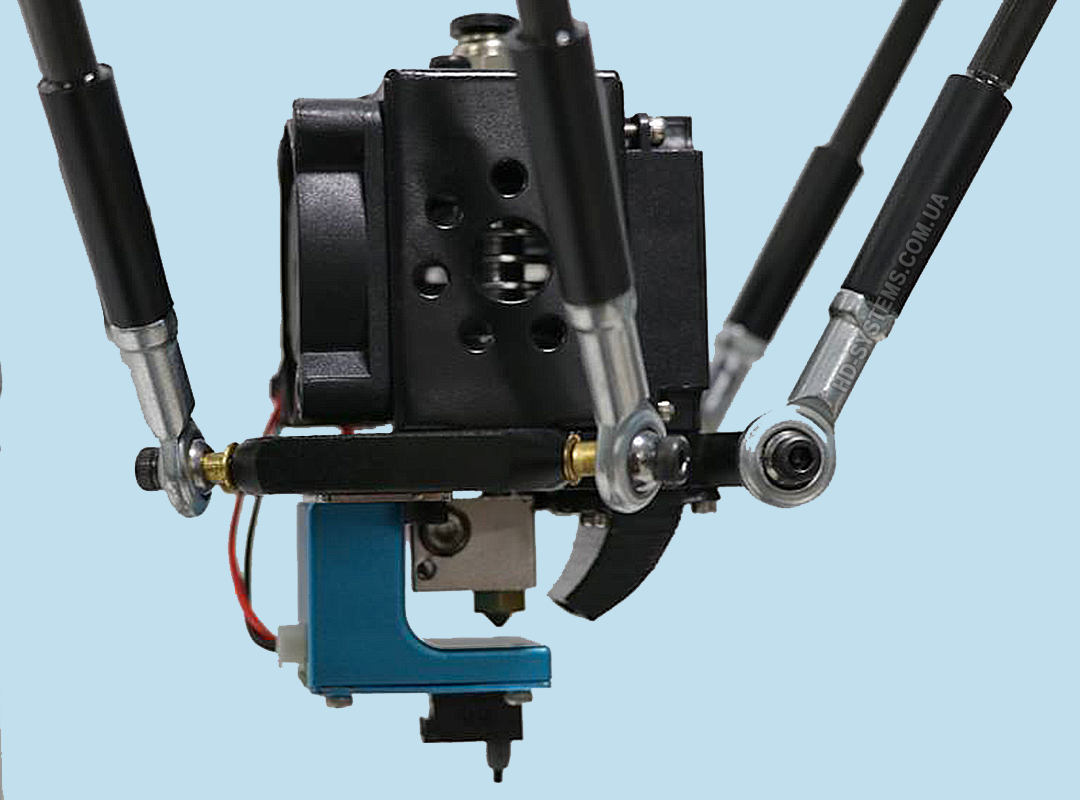 область печати, полностью металлический эффектор и хорошую комплектацию. Поставляется частично собранным (на сборку уходит 2-3 часа, при минимальных навыках). В комплекте идет контактный датчик автоуровня, позволяющий в автоматическом режиме настроить принтер. Собранный и настроенный в автоматическом режиме принтер позволяет получить давольно качественную печать.
область печати, полностью металлический эффектор и хорошую комплектацию. Поставляется частично собранным (на сборку уходит 2-3 часа, при минимальных навыках). В комплекте идет контактный датчик автоуровня, позволяющий в автоматическом режиме настроить принтер. Собранный и настроенный в автоматическом режиме принтер позволяет получить давольно качественную печать.
После сборки принтера вы уже напечатали первые тестовые модели - кубики, кораблики и прочие фигурки и уже поняли, что не все так хорошо, как может быть. Значит надо начинать модернизацию принтера, чтобы добиться максимального качества и удобства эксплуатации.
Программное обеспечение.
Первое, что надо сделать, заменить управляющую программу принтера. Производитель поставил программу Marlin старой версии в которой отсутствует функция калибровки принтера. В программе заданы некие средние параметры геометрии принтера (не соответствующие конкретному экземпляру). Для обеспечения равномерного зазора между соплом и столом используется автоуровень, который позволяет убрать недостатки геометрии. Чем плоха такая схема? Первое - она не отражает реальные размеры тяг принтера, в результате чего, размеры модели могут не соответствовать заданным. Второе - автоуровень требует значительных вычислительных ресурсов, что может привести к микрозадержкам при печати и соответственно ухудшению качества печати.
Последняя стабильная версия Marlin 2.0.0. Она подходит, как для 8ми битных плат (Arduino совместимых), так и для многих 32х битных , что в дальнейшем позволит без проблем перейти на новую плату. Скачать последнюю версию Marlin можно с официального сайта. В скачанном пакете есть конфигурационные файлы для данного принтера.
Для установки новой программы на принтер необходимо установить на компьютер драйвера (идущие в комплекте с принтером), чтобы компьютер увидел принтер. Скачать с сайта arduino.cc программу Arduino IDE и установить ее на компьютер. Подключаете принтер к компьютеру, запускаете программу Arduino и загружаете в нее подготовленный скетч (текст программы). Далее, нажав на соответствующую кнопку в программе Arduino, загружаете программу в принтер.
После загрузки новой программы, процесс конфигурации будет другим. Первое, что нужно сделать, измерить реальную длину тяг (фактически это расстояние между центрам винтиков каретки и эффектора) у большинства принтеров эта величина 267-268 мм.
На принтере в разделе Configuration - Delta Calibration - Delta Settings изменяем параметр Diag Rod на измеренную величину. После этого устанавливаем на принтер датчик автокалибровки и запустим Configuration - Delta Calibration - Auto Calibration. После окончания процесса (5-7 минут) принтер покажет погрешность калибровки в нижней строчке на основном экране - они, как правило 0.02- 0.03. Сохраните результат работы - Configuration - Delta Calibration - Store settings. После этого нужно установит правильный зазор между соплом и столом - Motion - move axis - Move Z. Сначала можно идти по 10 мм, а в конце (20 мм и ниже) по 0.1 мм. Как обычно добиваемся, чтобы лист бумаги с легким сопротивлением двигался под соплом. Запоминаете величину смещения и вычитаете ее (со знаком) из Configuration - Delta Calibration - Delta Settings - Hight., сохраняем. Проверяем зазор - если сопло при уровне Z=0 над столом находится на уровне бумажки, процесс калибровки закончен. Печатаем тестовую модель и проверяем ее размеры , если есть небольшое несоответствие можно немного изменит Diag Rod и повторить автокалибровку. Можно также посмотреть зазор между столом и сопло в точках около каждой башни, если он отличаются от зазора в центре, можно подкорректировать соответственно величины Ex, Ey. Ez в Configuration - Delta Calibration - Delta Settings. Не забывайте сохранять результат, иначе после выключения они пропадут. На этом процесс калибровки закончен и если вы не меняете геометрию принтера, автокалибровку повторять нет необходимости. Если меняется высота стола ( положили или заменили стекло или другое покрытие) надо уточнить только высоту сопла над столом.
Автоуровень стола я не рекомендую использовать. При достаточно ровном столе в нем нет необходимости.
Экструдер
В принтере используется экструдер типа «Боуден» (Bowden), поэтому модернизировать можно по отдельности HotEnd и экструдер. HotEnd аналог E3D v5, но не точная копия. Термобарьер вставляется в радиатор не на резьбе, как в оригинале, а в гладкое отверстие и прижимается двумя винтиками. Недостаток такого крепления в том, что тепл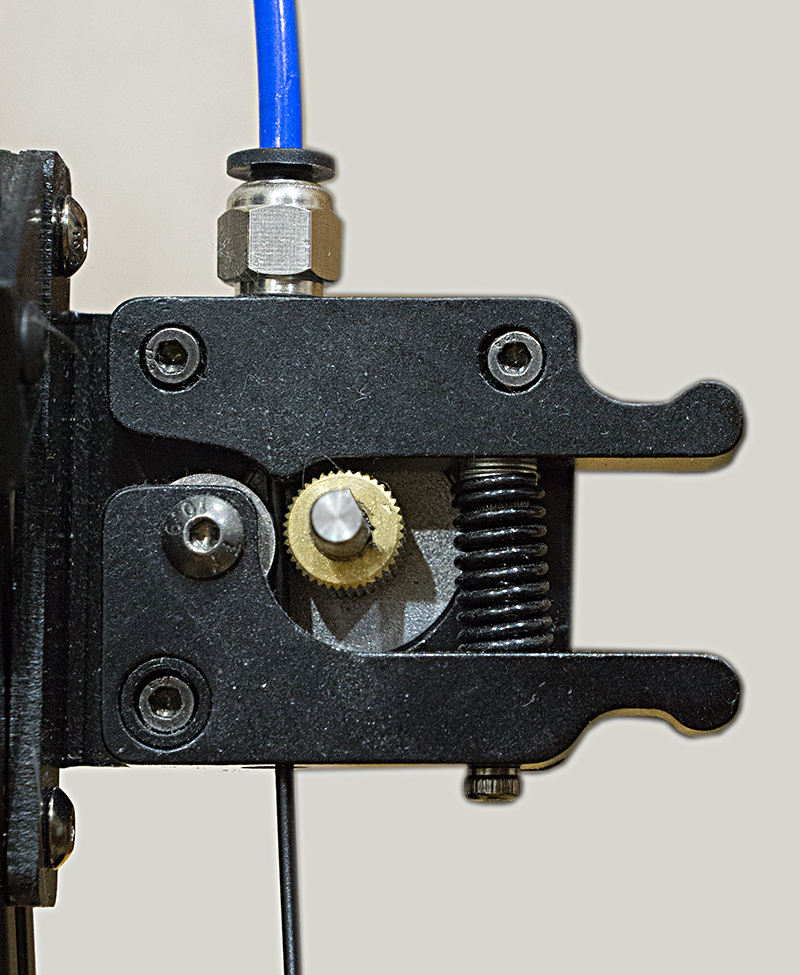 овой контакт между термобарьером и радиатором осуществляется не по всей поверхности, а в лучшем случае половиной, что приводит к ухудшению охлаждения термобарьера.Второй недостаток это сам термобарьер. Термобарьер выполнен в виде трубочки с отверстием 4мм, сквозь которое проходит фторопластовая трубочка идущая от экструдера. Трубочка должна упираться в сопло без зазора, иначе возможны проблемы с подачей пластика. И радиатор и термобарьер имеют не очень удачную конструкцию, поэтому я заменил их на E3D v5, более точный китайский аналог. Теперь появился выбор термобарьеров - полностью стальной, с небольшой фторопластовой трубкой (3х2) и с отверстием 4 мм (как в штатном). Полностью стальной является самым лучшим вариантом, но китайские клоны не найти с хорошо отполированным каналом, а это очень важно. Второй вариант- с короткой тефлоновой трубкой, я считаю самым хорошим. Трубочка зажата между соплом и кольцом в термобарьере, поэтому нет вероятности образования зазора. И последний вариант с отверстием 4 мм - самый не удачный, очень большая вероятность образования зазора между трубкой и соплом.
овой контакт между термобарьером и радиатором осуществляется не по всей поверхности, а в лучшем случае половиной, что приводит к ухудшению охлаждения термобарьера.Второй недостаток это сам термобарьер. Термобарьер выполнен в виде трубочки с отверстием 4мм, сквозь которое проходит фторопластовая трубочка идущая от экструдера. Трубочка должна упираться в сопло без зазора, иначе возможны проблемы с подачей пластика. И радиатор и термобарьер имеют не очень удачную конструкцию, поэтому я заменил их на E3D v5, более точный китайский аналог. Теперь появился выбор термобарьеров - полностью стальной, с небольшой фторопластовой трубкой (3х2) и с отверстием 4 мм (как в штатном). Полностью стальной является самым лучшим вариантом, но китайские клоны не найти с хорошо отполированным каналом, а это очень важно. Второй вариант- с короткой тефлоновой трубкой, я считаю самым хорошим. Трубочка зажата между соплом и кольцом в термобарьере, поэтому нет вероятности образования зазора. И последний вариант с отверстием 4 мм - самый не удачный, очень большая вероятность образования зазора между трубкой и соплом.
Если вы печатаете высокотемпературными пластиками (ABS), то лучше цельнометаллический термобарьер, поскольку фторопласт разрушается при высоких температурах и трубку часто придется менять. При печати PLA скорость разрушения трубки ниже (хотя она тоже разбивается), поэтому термобарьер с короткой трубкой оптимальный вариант. В последних версиях принтера, термобарьер иногда бывает уже с короткой фторопластовый трубочкой
При замене радиатора и термобрьера пришлось сверху сделать прокладку 1.5 мм , чтобы сопло осталось на том же уровне.
Механика.
Основное влияние на качество печати дельта принтера оказывает геометрия составных частей. Поэтому прежде всего следует проверить длину тяг. Сделать это можно измерив расстояние между центрами винтиков. Как правило это расстояние 267-268 мм, Хотя в управляющей программе заложен размер 271.5 мм. Тяги к каретке и эффектору крепится через бронзовые втулки. Посадочный размер каретки 42 мм а посадочный размер эффектора 43 мм. Поэтому в эффекторе втулки должны быть более короткие. Однако, это не всегда соблюдается. Надо проверить расстояние между тягами в районе эффектора и в районе каретки, если они не одинаковые необходимо подложить шайбочки М3 перед втулками каретки.
Самое больное место в Delta принтерах это шарниры тяг. Обычно применяются шарниры «рыбий глаз», но к сожалению в них быстро появляются люфты. Во многих источниках рекомендуют делать магнитные шарниры, но я не видел ни одной статьи с опытом эксплуатации. Пришлось все пробовать самому. Я пробовал несколько вариантов с различными кольцевыми магнитами и шариками.
Пробовал магниты диаметром/толщиной 12х4 с отверстием 4 мм, 10х5 с отверстием 4 мм и 8х5 с отверстием 3 мм. и шарики диаметром 10 мм. .В отверстие вставлялась шпилька соответствующего диаметра для увеличения магнитной силы. В результате усилие отрыва составило для магнитов 12 мм - 1.6 кг, 10 мм - 1.2 кг, 8 мм - 0.9 кг. Зазоров нет, жесткость конструкции отличная. Все хорошо, но при печати иногда сопло задевает за напечатанные поддержки или тонкие элементы модели, на качество печати это не влияет, а магнитный шарнир может отскочить и многочасовая работа - испорчена. Поэтому от магнитных шарниров пришлось отказаться.
Второй вариант шарниров который я попробовал - карданные (U-Joint). Использовал подшипники 6х3 мм для втулки и 7х4 мм для вилки, конструкция получилась с виду удачной. И опять «но» - оси в каретках должны быть строго параллельны осям эффектора, иначе возникает прецессия сопла и качество печати становится ужасным. Для обеспечения параллельности требуется разработка и печать новых кареток и эффектора с закреплением втулок с двух сторон, а не консольно.
В итоге пришлось вернуться к «рыбьим глазам». Эти подшипники привинчены к тягам на резьбе М3 и проклеены эпоксидкой. Для замены достаточно нагреть подшипник до температуры больше ста градусов и открутить. При заказе подшипников в Китае заказывайте больше чем вам надо - несколько подшипников будет сразу с люфтом.
Рама принтера собранна из алюминиевого профиля 2020, соединенного между собой пластмассовыми уголками с помощью винтов М4х10 и Т-гаек. Винты выбраны слишком длинные и не позволяют притянуть профиль к уголку. Сами уголки также не позволяют получить высокую жесткость конструкции. Поэтому я заменил пластмассовые уголки на алюминиевые, купленные на Aliexpress. Кроме уголков требуются винты М5х8 и т- гаки М5 в количестве 50 штук. После замены рама становиться монолитной.
Для передачи используются шестеренки с 20ю зубьями, их можно заменить на шестерни с 16ю зубьями. Это немного повысит точность позиционирования - 100 шаг/мм вместо 80.
Шестеренки лучше менять вместе с уголками т,к, процесс снятия двигателя очень не простое занятие.
Покрытие стола - пластиковое, некоторое время хорошо держит модель из любого пластика. Но со временем покрытие изнашивается и его надо заменить. Anycubic предлагает стеклянное покрытие UltraBase. Отзывы об этом стекле очень разные, у некоторых работает отлично длительное время, а у других пластик не прилипает совсем. У меня пластик PLA прилип один раз - при первом испытании. Может поверхность надо каждый раз обезжиривать или мыть с моющими средствами. Такя не стабильность мне не понравилась и я снял клейкий слой, перевернул и стал использовать UltraBase, как обычное стекло с гладкой поверхностью. Для адгезии, использую 3Dlac испанского производства.
Охлаждение
Для охлаждения модели применяется турбинка 4010 (размер 40х40х10 мм). Воздуховод сделан крайне неудачно. Воздушны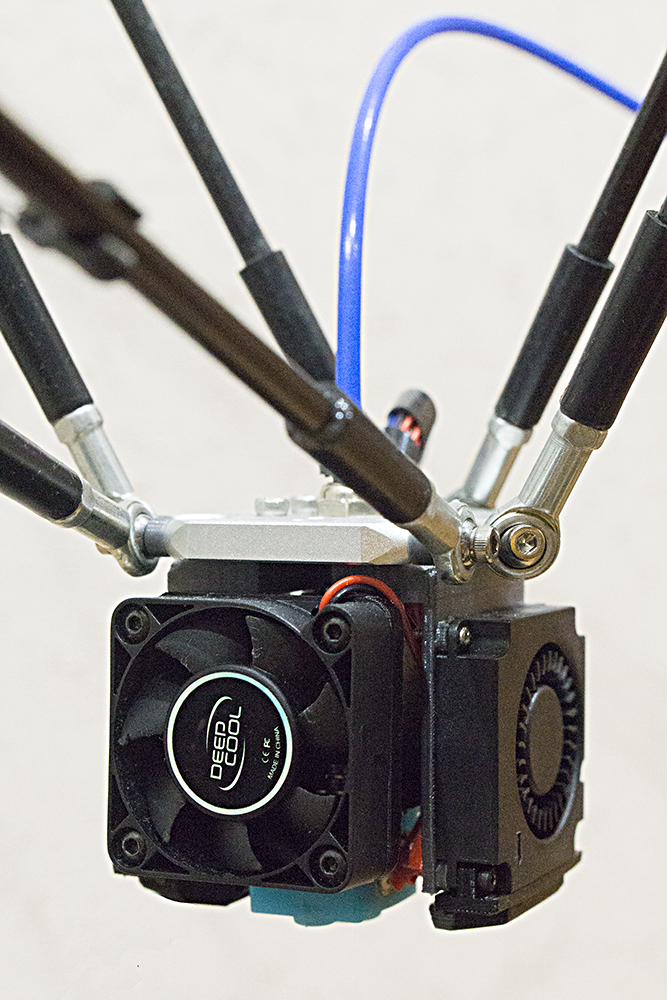 й поток слабый и направлен только с одной стороны. Немного улучшить охлаждение можно напечатав воздуховод, направляющий поток с двух сторон.Модели таких воздуховодов можно найти на сайте thingiverse.com. Для хорошего охлаждения модели мне пришлось совсем переделать эффектор, для установки двух турбинок 4010 со своими воздуховодами. Также я заменил HotEnd на аналог E3D V6. Нагревательный блок можно оставить родной или E3D V5, иначе возможны проблемы установки датчика уровня. Алюминиевая пластина, готовая с Aliexpress.В результате этой модификации максимальная высота печати уменьшилась до 255 мм.
й поток слабый и направлен только с одной стороны. Немного улучшить охлаждение можно напечатав воздуховод, направляющий поток с двух сторон.Модели таких воздуховодов можно найти на сайте thingiverse.com. Для хорошего охлаждения модели мне пришлось совсем переделать эффектор, для установки двух турбинок 4010 со своими воздуховодами. Также я заменил HotEnd на аналог E3D V6. Нагревательный блок можно оставить родной или E3D V5, иначе возможны проблемы установки датчика уровня. Алюминиевая пластина, готовая с Aliexpress.В результате этой модификации максимальная высота печати уменьшилась до 255 мм.
Электроника.
В принтере используется управляющая плата производства AnyCubic - Trigorilla. Это 8 битная, Arduino совместимая плата на базе процессора ATmega 2560. Она имеет все необходимые входы/выходы для управления принтером. Самым заметным недостатком электроники являются драйвера управления шаговыми двигателями - типа А4988. При работе двигатели давольно сильно шумят, не позволяя использовать принтер в обычной жилой комнате. Улучшить шумовые характеристики принтера можно заменив драйвера на TMC2208 (или на аналогичные TMC2209, TMC2130). Эти драйверы могут работать в двух режимах - Step/Dir, при котором настройка драйверов осуществляется вручную с помощью перемычек и отвертки для настройки тока, и UART (SPI для TMC2130), в этом случае все настройки программные, можно менять с пульта в процессе работы.
Замена драйверов простая процедура - надо вытащить старые драйвера из платы и установить новые, не перепутав ножки (неправильная установка приводит к сгоранию драйверов). В программе необходимо поменять направление двигателей исправив строчки в Configuration.h:
#define INVERT_X_DIR false
#define INVERT_Y_DIR false
#define INVERT_Z_DIR false
#define INVERT_E0_DIR false
И после этого прошить принтер заново. В плате Trigorilla используется режим Step/Dir. Перемычек на плате нет (они все замкнуты) и требуется только настройка тока двигателей.
В последнее время все большей популярностью начинают пользоваться управляющие платы на базе 32 битных процессоров. Они имеют большую производительность, что положительно сказывается на процессе печати.
В начале 2019 г. Big Tree Technology выпустила плату SKR v1.3 на базе 32 битного процессора LPC1768. Эта плата стала очень популярной. Основное преимущество этой платы - возможность устанавливать драйвера TMC2208 в режиме UART и TMC2130 в режиме SPI, без дополнительного монтажа и перепайки контактов, все режимы выставляются джамперами.
Эта плата поддерживается программным обеспечением Marlin 2.0.
Переход на эту плату достаточно прост - подключить все провода принтера в соответствии с разъёмами платы и прошить программное обеспечение.
Для подготовки и установки управляющей программы, надо скачать bugfix-2.0.x.zip c официального сайта Marlin. Также необходимо установить транслятор PlatformIO, как это сделать можно найти здесь. Распакуйте пакет и из config - examples - delta -Anykubic - Kossel, перепишите два файла (Configuration.h Configuration.adv.h) в директорию Marlin (с заменой). Откройте проект в редакторе Atom, внесите изменения в соответствии с README (в той же директории, где были конфигурационные файлы):
#define ANYCUBIC_KOSSEL_PLUS
#define ANYCUBIC_PROBE_VERSION 2
#define ANYCUBIC_KOSSEL_ENABLE_BED 1
#define SERIAL_PORT 0
#define SERIAL_PORT_2 -1
Если у вас плата TriGorillaто можно больше ничего не исправлять. Для управления вентилятором обдува драйверов и вентилятором HotEnd в Configuration.adv.h необходимо раскомментировать и отредактировать следующие строки:
#define USE_CONTROLLER_FAN
#define CONTROLLER_FAN_PIN 7
#define E0_AUTO_FAN_PIN 44
В случае использования платы SKR v1.3, необходимо в файле platformio.ini отредактировать строчку:
default_envs = LPC1768
А в файле Configuration.h заменить название материнской платы:
#define MOTHERBOARD BOARD_BIGTREE_SKR_V1_3
Если вы хотите использовать управление вентилятором HotEnd, подключите его к выходу HE1 и измените строчку: #define E0_AUTO_FAN_PIN P2_04
При подключении драйверов TMC2208 в режиме UART, надо отредактировать строчки:
#define X_DRIVER_TYPE TMC2208
#define Y_DRIVER_TYPE TMC2208
#define Z_DRIVER_TYPE TMC2208
#define E0_DRIVER_TYPE TMC2208
И проверить установки параметров в секции #if HAS_TRINAMIC файла Configuration.adv.h (как правило параметры менять не надо).
Плата SKR v1.3 поддерживает родной монитор 2004, но можно использовать и любой графический 12864. Мне понравился монитор Big Tree Technology TFT35 v3.0 (или его более дешевый аналог TFT24 v1.1) Достоинства этого монитора в том, что он может работать в двух режимах - графическом 12864, удобном для настройки принтера и в цветном с сенсорным управлением для работы с принтером. Переключение осуществляется в любой момент длительным нажатием кнопки энкодера. Программное обеспечение монитора открытое и имеется возможность подстроить его п од свой принтер.
од свой принтер.